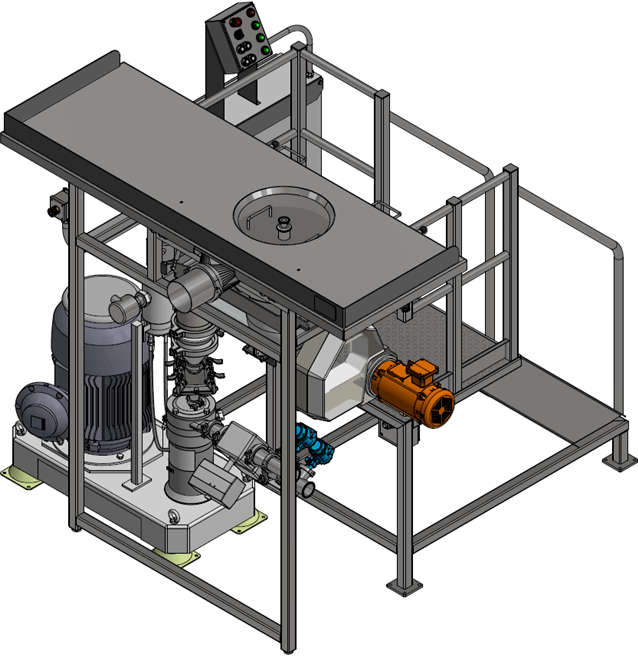
For this project, Rheo designed and built a bag unloading station to induct powders into a mix tank via a high shear mixer. A 316L stainless steel table top provided a large flat surface for operators to load 50lb paper bags via a Vacuum Lift. Bags were cut open and the entire contents of the bag were emptied into a hopper. A Ventilation Sleeve collected dust generated by the emptying process. Safety grating in the hopper prevented tools from dropping into the process equipment below while simultaneously providing ingress protection for the operator.
The hopper emptied into a screw feeder, which was parameterized to unload materials at various rates (motor control via VFD) into the high shear mixer. The entire skid is managed via PLC, networked into the client’s batch control system to allow for different screw conveyor rates for various materials. Due to the elevation of the skid, a 316L stainless steel operator platform was provided by Rheo to provide the operator with an ergonomic working height.
The system was optimized to reliably feed difficult-to-handle xanthan gum into the high shear mixer. System settings slowed the screw feeder motor so as to not overwhelm the high shear mixer with the sticky powder. A proprietary water funnel on the inlet of the high shear mixer prevented the xanthan gum from clogging in the mixer inlet.
Rheo’s scope included all hardware, motors, controls as well as the integrated high shear mixer and onboard solid and liquid valves. Rheo programmed and tested the system in our Testing Center. We also hosted the client for the factory acceptance test, during which we used the skid to make xanthan gum solution in our mix tank.