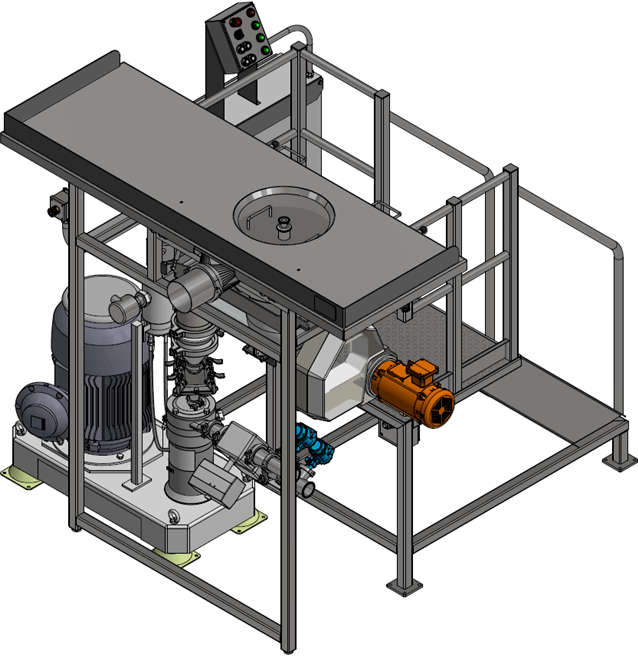
Für dieses Projekt entwarf und baute Rheo eine Sackentladestation, mit der Pulver über einen Mischer mit hoher Scherkraft in einen Mischtank eingebracht werden. Eine Tischplatte aus 316L-Edelstahl bot eine große ebene Fläche, auf der die Bediener 50-Pfund-Papiersäcke mit einem Vakuumheber laden konnten. Die Säcke wurden aufgeschnitten und der gesamte Inhalt des Sackes in einen Trichter entleert. Eine Belüftungshülse fing den beim Entleeren entstehenden Staub auf. Sicherheitsgitter im Trichter verhinderten, dass Werkzeuge in die darunter befindliche Prozessausrüstung fielen, und boten gleichzeitig dem Bediener Schutz vor dem Eindringen.
Der Trichter entleerte sich in eine Förderschnecke, die so parametriert wurde, dass sie die Materialien mit unterschiedlichen Raten (Motorsteuerung über VFD) in den Mischer mit hoher Scherkraft entladen konnte. Das gesamte Skid wird über eine SPS gesteuert, die mit dem Chargensteuerungssystem des Kunden vernetzt ist, um unterschiedliche Schneckenförderraten für verschiedene Materialien zu ermöglichen. Aufgrund der Höhe des Skids wurde eine Bedienerplattform aus 316L-Edelstahl von Rheo geliefert, um dem Bediener eine ergonomische Arbeitshöhe zu bieten.
Das System wurde optimiert, um schwer zu handhabendes Xanthan zuverlässig in den Mischer mit hoher Scherkraft zu fördern. Die Systemeinstellungen verlangsamten den Motor der Förderschnecke, um den Mischer mit hoher Scherkraft nicht mit dem klebrigen Pulver zu überlasten. Ein spezieller Wassertrichter am Einlass des Hochleistungsmischers verhinderte, dass sich das Xanthan im Mischereinlass festsetzte.
Der Lieferumfang von Rheo umfasste die gesamte Hardware, die Motoren, die Steuerung sowie den integrierten Mischer mit hoher Scherkraft und die eingebauten Feststoff- und Flüssigkeitsventile. Rheo programmierte und testete das System in unserem Testzentrum. Wir waren auch Gastgeber für den Kunden bei der Werksabnahme, bei der wir den Skid zur Herstellung von Xanthanlösung in unserem Mischtank verwendeten.