






High Containment Vessel Charging
System for High Containment Vessel Charging.














Charging materials from drums to process equipment can present a number of challenges; containment of hazardous powders, risks of deflagration when solvents are present, efficiently charging high volumes of material, and performing integrated process steps like weighing or crushing of powders.
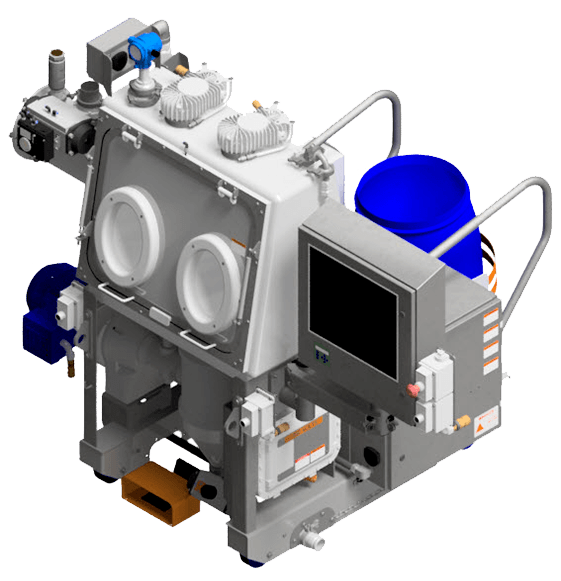
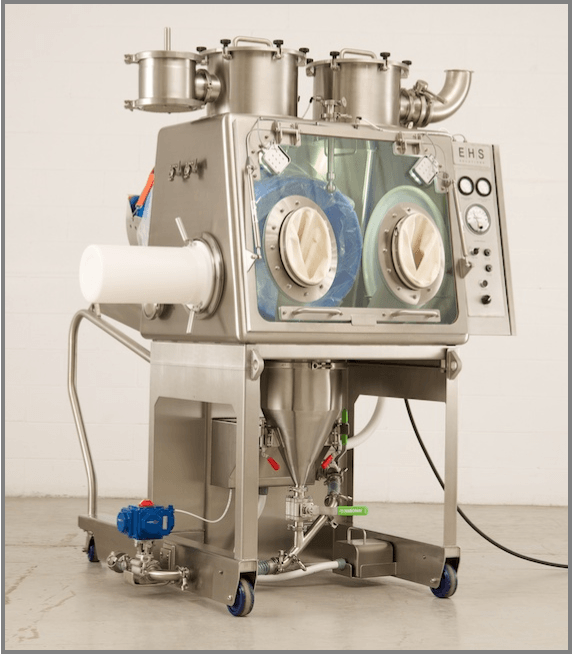
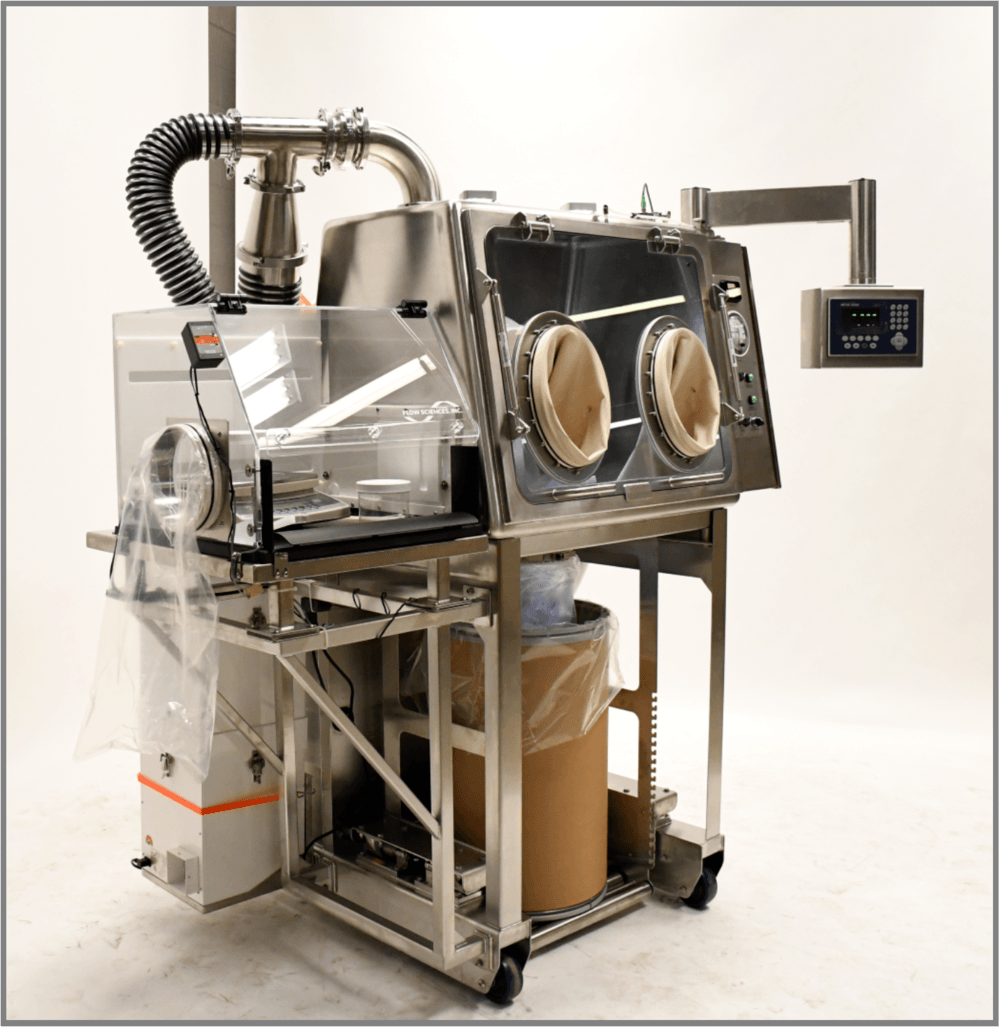
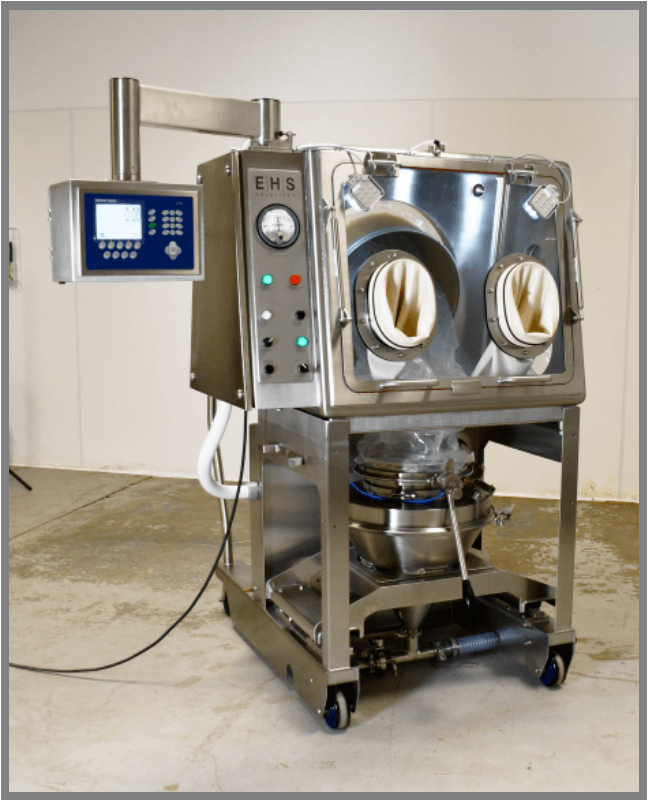
The Rheo MTS: Rigid Isolator with Vacuum Conveyance configuration delivers a complete material handling package to address these challenges:
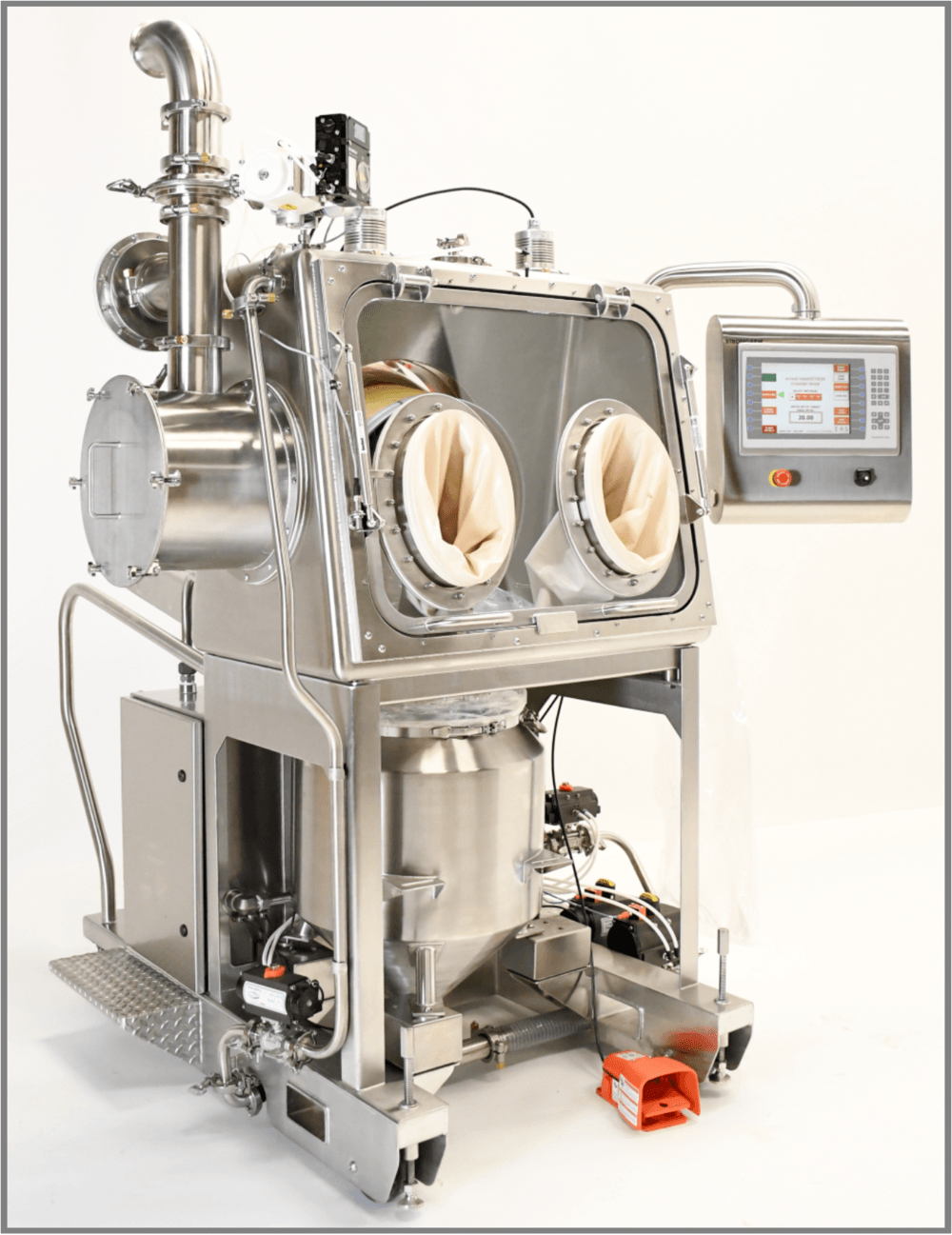
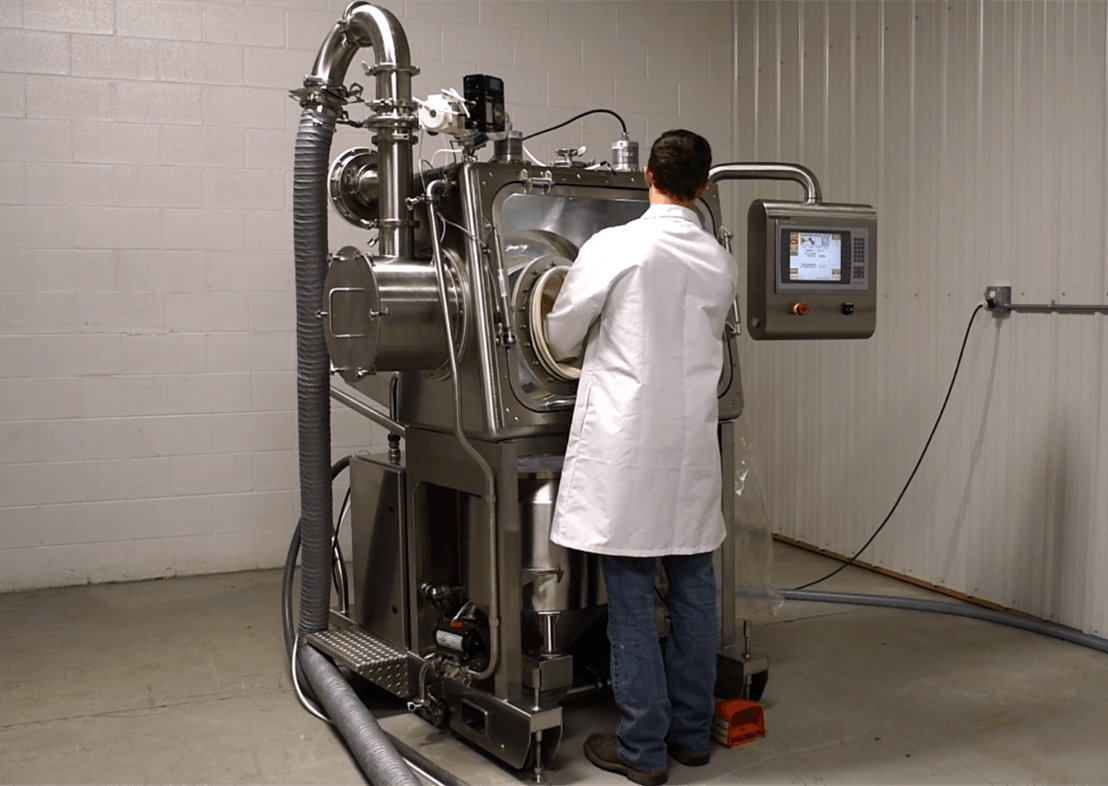
The rigid glovebox can be controlled by a programmable logic controller to monitor and maintain a safe operating environment within the glovebox. The operating conditions are customized to a specific application and automatically change based on what mode the glovebox is in. A touch-screen HMI is used to control the operating mode and to display the system conditions or give user prompts. Glovebox pressure and oxygen concentrations are the two primary operating conditions that are controlled.
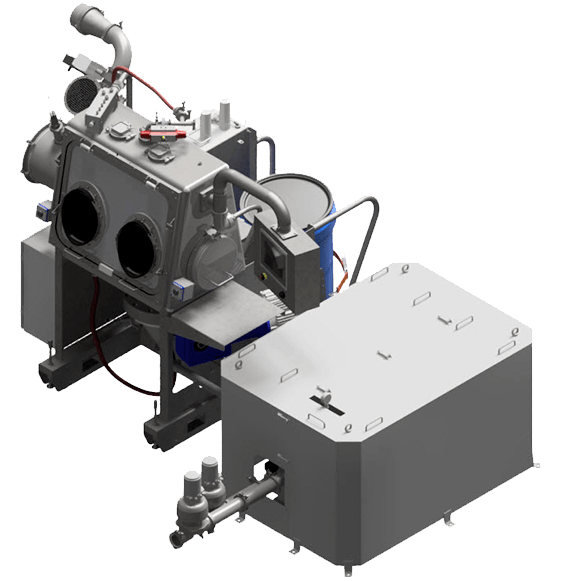
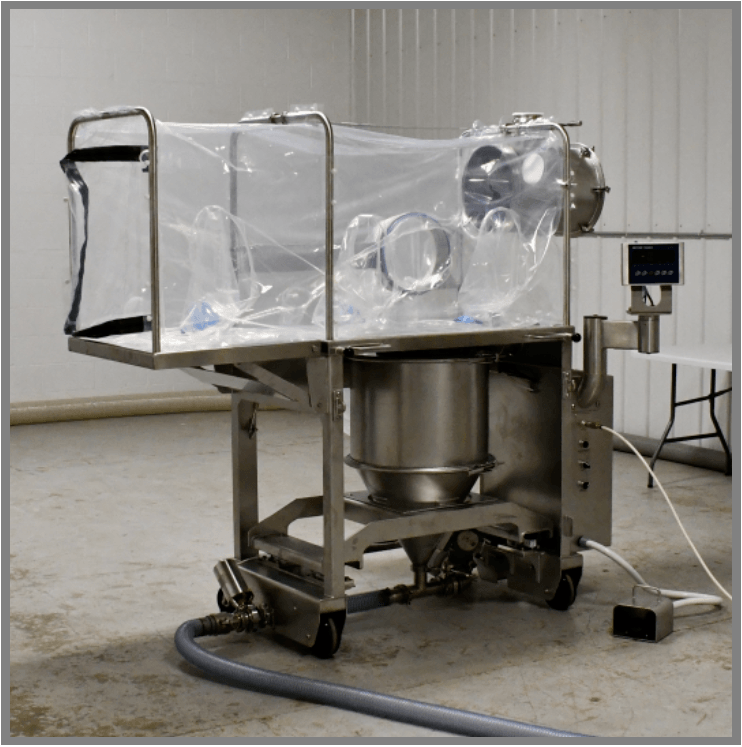
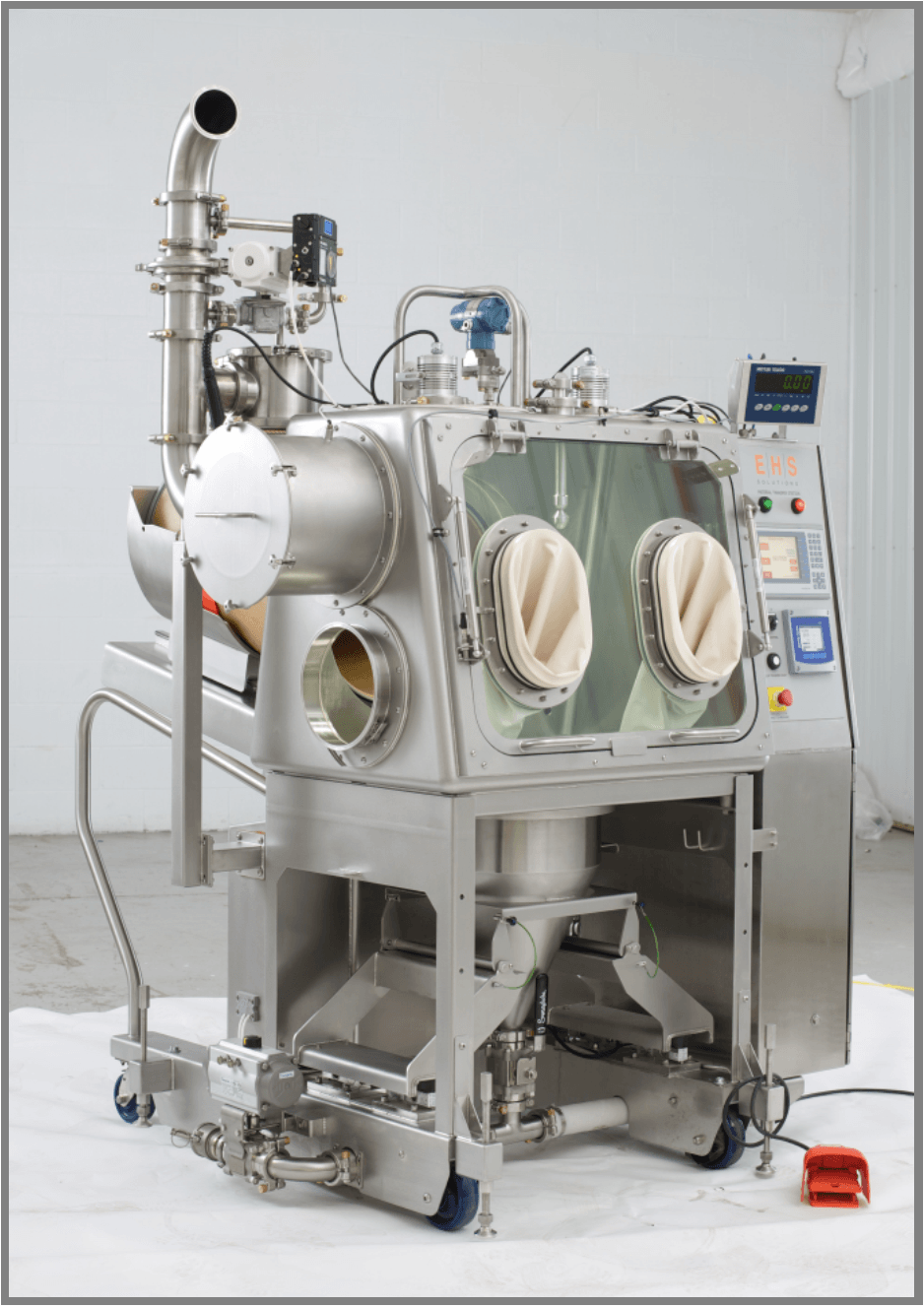
The Vacuum Conveyance Transfer Module uses a hopper to hold product before it is pulled away using a vacuum source for vacuum conveyance. For Rigid Closed Transfer Containment, the top of the transfer module will be connected to the glovebox using an inflatable seal, or a short transfer chute, and the bottom is connected to a vacuum hose. Using this process to provide containment has been documented to keep operator particle exposure to 1-0.01 µg/m3.
For difficult powders the hopper can integrate the Rheo proprietary Actively Managed Plug Prevention Technology (AMPP) to optimize the product conveyance throughput. AMMP is a controls and automation sequence that monitors the powder flow in the vacuum line and automatically activates flow aids when material begins to build up in the line.
designed to help ergonomically position the Material Transfer Station.
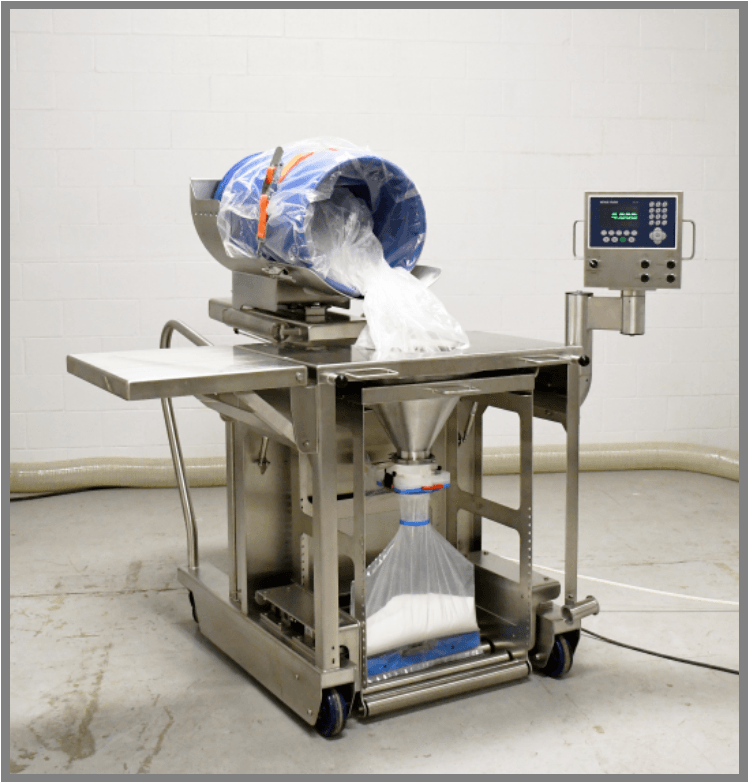
integrated Drum Tipper with Powered Drum Slide for easy dispensing.
integrated weighing with washdown load cells for cleanability.
non-marking rigid or swivel casters for GMP compliance.
wash down control pendant on articulating arm with momentary push button controls and optional weighing readout.
safety glass on gas-spring lift assist, sealed via perimeter inflatable seal.
environment can be controlled to the desired specifications, achieves containment levels to 1-0.01 µg/m3.
WIP/CIP system for inside the glovebox.
LED lighting for improved visibility in the glovebox.
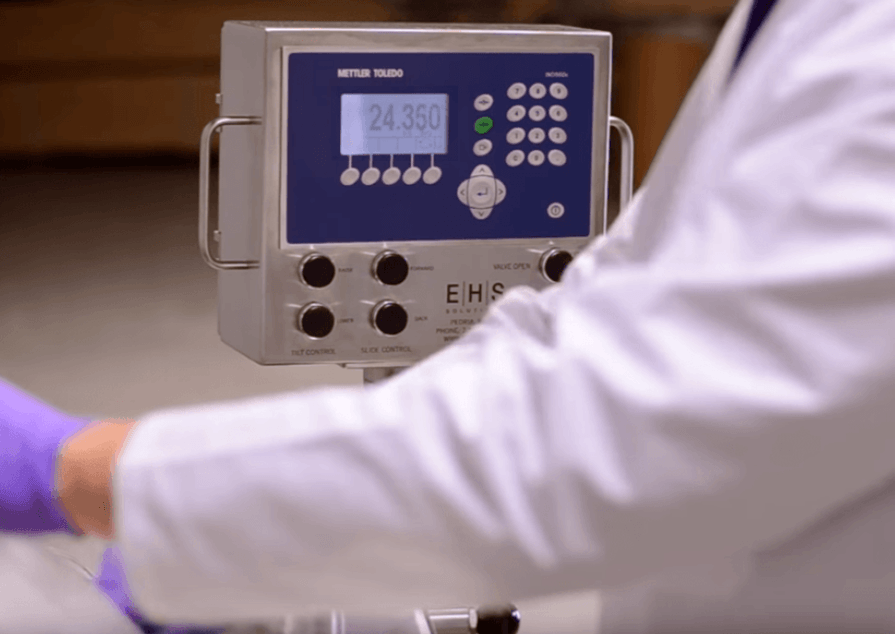
The integrated weighing system provides a compact solution for the weighing and dispensing operation. The weighing module that holds the receiving container is isolated from the workstation to provide excellent weighing accuracy.
The typical integrated weighing system includes the following features:
By designing around an analysis of operator movements during the drum charging process, an unmatched level of safety, operating simplicity, and functionality is achieved. The integrated Drum Tipper raises the drum to a position that allows the operator to have easy access to the drum contents by using a single hand or foot control. This approach to drum handling allows the operator to easily control the product flow during the entire charging process.

All exposed surfaces on the Material Transfer Station can be fully washed-down for cleaning. Some configurations of the Material Transfer Station include WIP spray-ball systems to wash the product contact surfaces.
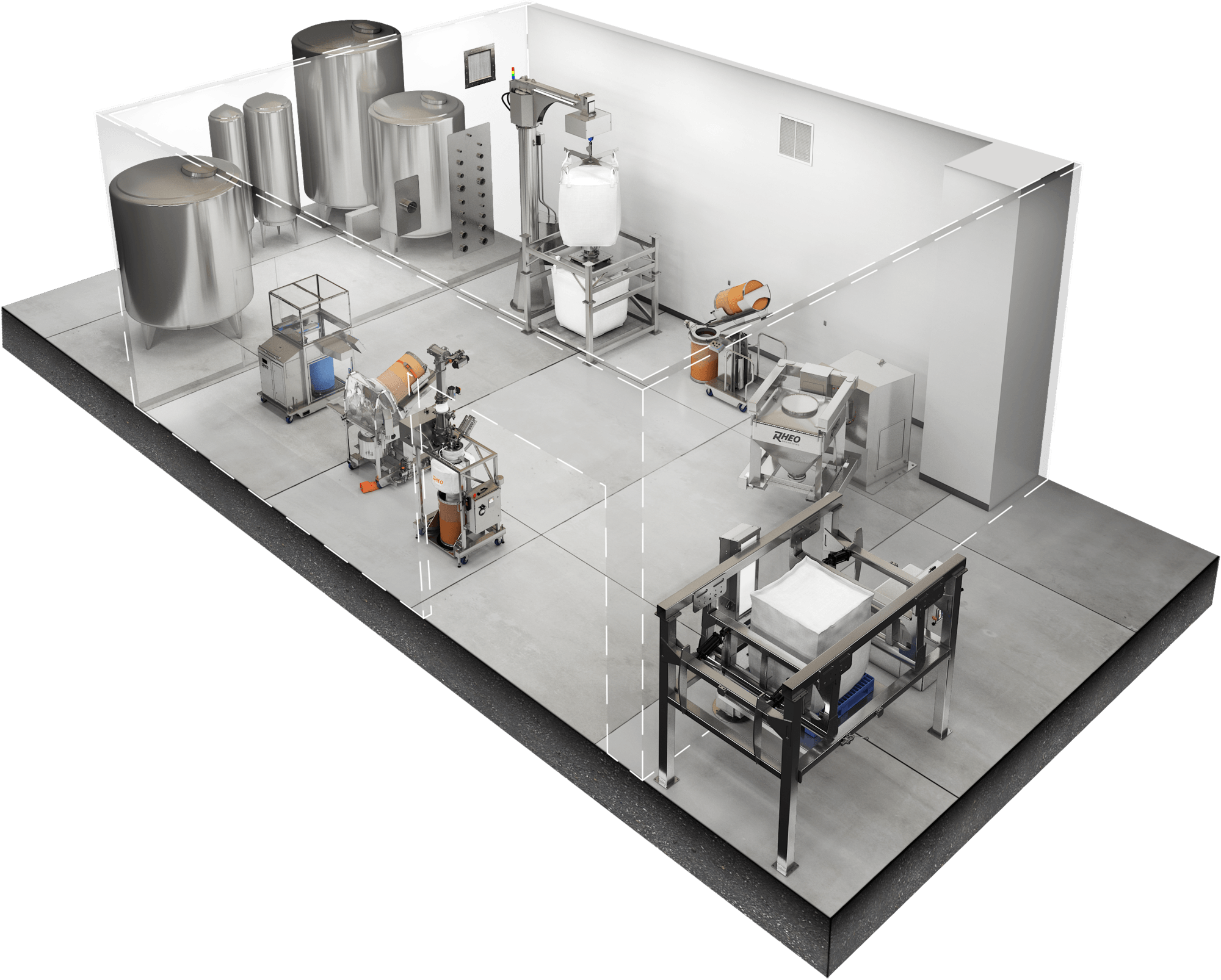
Powder handling can be a challenging process and there are many factors that lead to the optimal solution. We can handle the risk for you! Our Testing Center is equipped to test your materials, allowing us to design the best solution for your specific needs. We don’t just sell a product – we sell a solution.
We can utilize the Testing Center for process testing, powder flow testing, transfer rate testing, concentration testing, and containment performance verification.
Reach out to your Regional Sales Manager to discuss the testing of your next bulk powder handling project.

Weigh & Dispense

Vessel Charging
Blender Charging
Granulator Bowl Charge