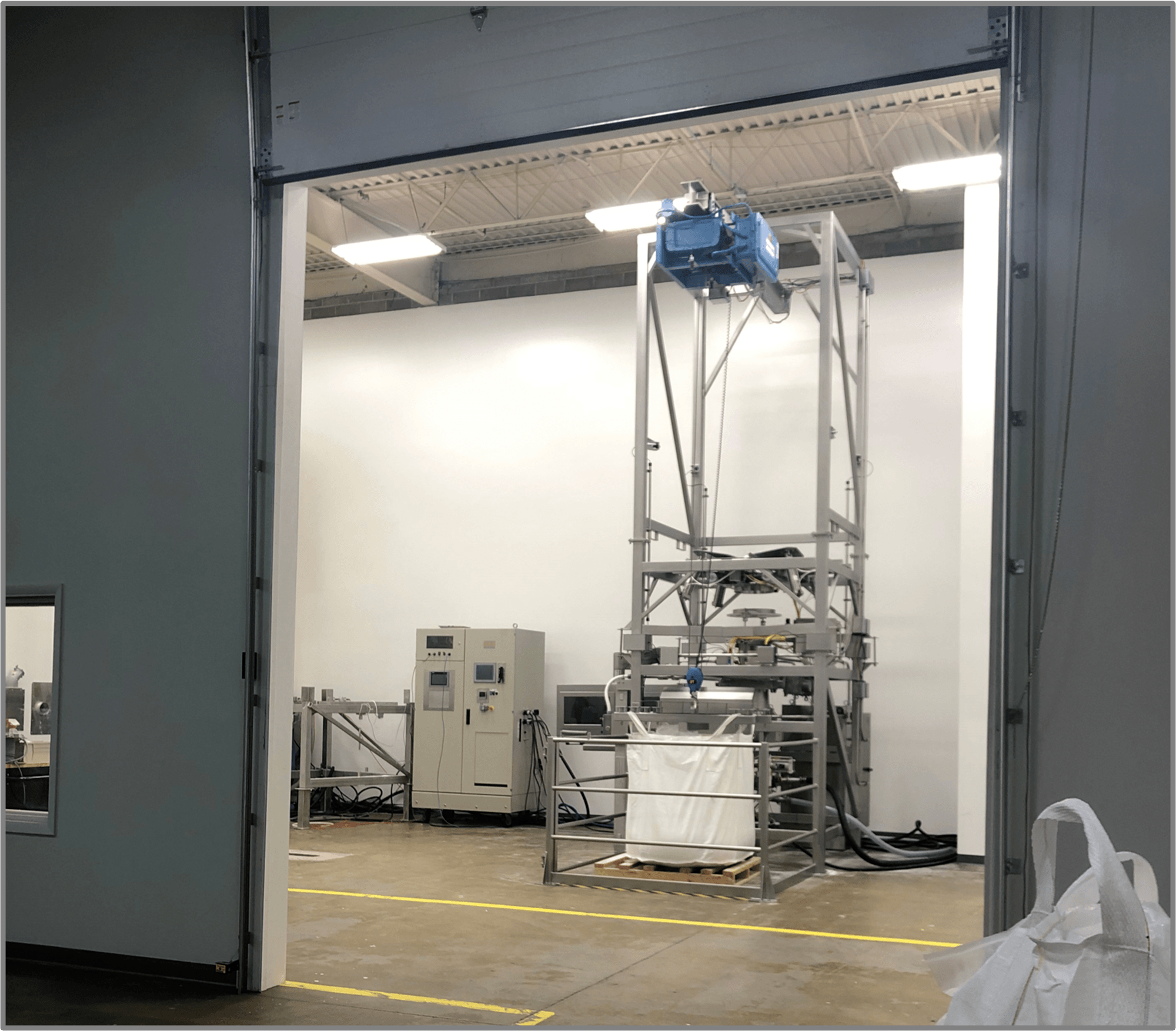
Running live tests is a critical part of process design and system performance verification.
The Rheo Testing Center is a full service pharmaceutical room where we can run a wide variety of processes for our clients to evaluate process feasibility and verify performance of process design. At Rheo Engineering we understand the challenges that our clients face and we have built our company around reducing the risks associated with the overall material handling process. Our Testing Center plays a key part in reducing this risk by giving us the tools to run a wide variety of processes for our clients to evaluate process feasibility and verify performance of process design.